As an Amazon Associate, I earn from qualifying purchases.
Since vibration is a common problem with contractor’s saws, we’ll use it as the model system for correcting vibration problems. Investigate the alignment of the drive belt and pulleys first. Lay a long straightedge against the outside rims of the motor and arbor pulleys. The pulleys should meet flush with the straightedge. If they don’t, loosen the Allen screw that holds the motor pulley on the armature shaft and slide it in or out to see if this brings the pulleys into alignment, then retighten the screw. LI the motor pulley contacts the straightedge at an angle rather than flush, loosen three of the four motor mounting bolts and pivot the motor on the hinged plate to correct the problem.
How To Stop Table Saw Vibration?
Make sure the motor mounting bolts all have lock washers beneath the nuts. Add some if they’re missing. Tighten all the fasteners.
Investigate the drive belt (or belts on a cabinet saw) for signs of wear. Worn belts may have glazed, shiny spots on the tapered faces, and chunks of missing rubber or cracks. Minor cracks don’t indicate that a belt needs to be replaced, but do replace belts that seem stiff and dry.
Buy a new belt if it’s missing rubber. When you order belts, be sure to check the belt size in the owner’s manual to find the exact replacement.
NOTE: On cabinet saws with multiple drive belts, replace all the belts at once, even if only one is damaged. They can be difficult to remove, so you’ll save yourself effort later on by replacing all the belts now. Drive belts should have exactly the same circumference, which won’t be the case ii you pair up one or two new belts with several old ones. Be sure to ask for a matched set of belts, which means the belts were cut sequentially from the same blank at the factory.
If aligning the pulleys doesn’t eliminate vibration, other culprits are the arbor, arbor flange, or the blade. When any of these items wobble as they spin, the deviation is called runout. You’ll need a dial indicator outfitted with a magnetic base to check for runout. First, remove the throat plate, blade, and drive belt. Rotate the arbor and listen for clicking or grinding.
It should revolve smoothly and without muse. Grasp the arbor at the flange and attempt to pull it in and out as well as up and down. There should be no play here. Any noise or play indicates that one or more of the bearings are bad. You’ll need to remove the arbor assembly and have the hearings pressed out and replaced by a machinist. Usually this work can be done for a reasonable price.
If the arbor bearings seem sound, clean the arbor flange (the large rim surrounding the threaded end of the arbor) and inspect it closely for nicks or burrs.
File any burrs away. The blade must rest Flat against the flange or it will wobble. Test for arbor flange runout by clamping the indicator base to the saw table and orienting the instrument down into the throat plate hole. Position the contact point of the indicator on the rim of the flange and rotate the dial’s lace until the pointer reads 0.
Turn the arbor slowly by hand, and take note of the highest numeric reading shown on the dial—this determines the flange runoul. If the flange measures more than .003 runout, have it turned flat at a machine shop or replace the arbor spindle altogether.
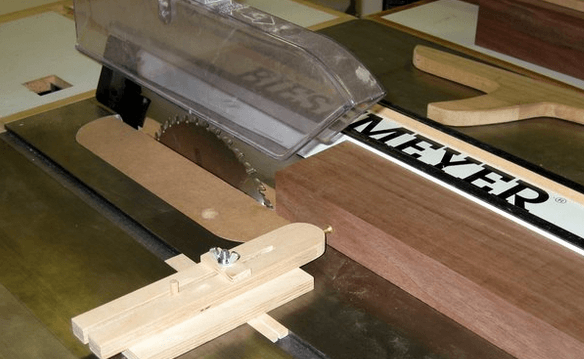
Install the blade and determine its runout in the same fashion, with the dial’s contact arm touching the blade rim just below the gullets. Blades arc more prone to warping and deflection than arbors. It’s rare to find one that’s perfectly flat. In any case, runout should not be greater than .010 for a standard 10- inch blade. Replace a blade with excessive runoul. For thin-ken blades, you can also sandwich the blade between a pair of blade stiffeners to flatten its orbit.
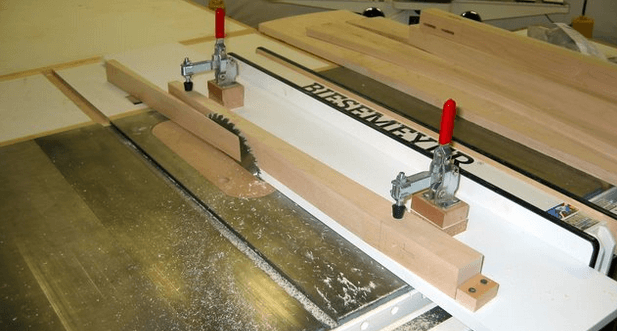
Flatten the tabletop. For your blade to cut perpendicular edges, it must meet a perfectly flat saw table at 90°. We’ll examine the table for flatness first and make those fixes, followed by any necessary blade adjustments.
Cast-iron saw tables are ground flat at the factory, but they may not be flat when you assemble the machine. This is because the casting needs to season properly (up to about a year) to relieve internal stresses before it is ground flat and smooth. Not all manufacturers wait that long. Check your saw table for warpage by positioning the machine on a flat floor and evaluating the table surface with winding sticks.
Winding sticks arc simply two strips of hardwood about 20 inches long with flat, smooth edges. Place the winding sticks along opposite edges of the center saw table and stoop down until your line of sight is even with the top edge of the closest stick and about 1 foot away.
Look past the front edge of the closest winding stick to the front edge of the other stick. If the top edges of the sticks are even, the table is free of significant twist in this direction. Now place the sticks along the other two edges of the saw table and inspect for warpage again.


Leave a Reply